- Overview
- Product Description
Basic Info.
Model NO.
QY-TD-1024
Application
Agricultural Machinery Parts
Material
Aluminum Alloy
Surface Roughness
Ra6.3
Certification
CE, RoHS, ISO 9001:2000, ISO 9001:2008
Color
Custom
Diemension
Custom
Tolerance
+/-0.05~+/-0.1mm
Lead Time
Depend on Quantity
Transport Package
Packing
Specification
customized
Trademark
OEM
Origin
China
Packaging & Delivery
Package Size
20.00cm * 26.00cm * 9.50cm
Package Gross Weight
1.900kg
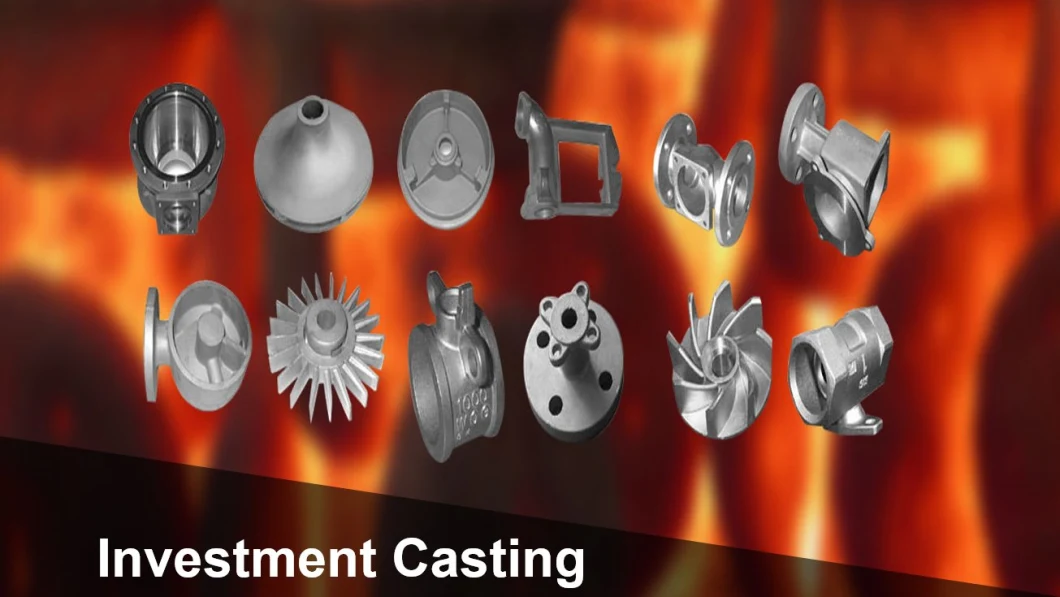
Product Description
Custom High Precision Investment Casting Copper Aluminum Rapid Prototype Casting
| MAIN PARTICULARS | |
| Material for mould | H13,DIEVAR,QDN,8407,2344V,TQ1,2343,SKD61, 45#steel,etc. |
| Heat treatment for mould | Hardened, HRC50~55 |
| Mould features | Advanced design, Logical structure, High precision, Qualified materials, Long lifetime, Short delivery time. |
| Material for product | Aluminum & Aluminum alloy A356, A360, A380, A390, ADC-12,ADC10,Zinc & Zinc alloy. ZA-3,ZA-5,ZA-8,alloy steel,Nodular,Titanium.Zinc,zinc alloy,stainless steel.gray iron.ductile Iron.Brass.aluminum alloy.alloy steel,carbon steel, |
| Standard | ASTM, ASME, DIN, JIS, ISO, BS, API, EN |
| Certificate | ISO9001, CE, TUV, SGS or as your requirement to do test by the third party |
| Tolerance | Up to +/- 0.002mm |
| Dimension | As per customers' request |
| Processing | Step1: Die Casting/sand casting/gravity casting Step2: CNC turning, CNC turning and milling compound processing, 3/4/5 axis CNC milling, drilling, wire-cutting, EDM, grinding etc. Step3: Surface treatment |
| Surface | Anodize, Plating, Brushing, Polishing, Blackened, Powder coating, Sandblasting, Laser engraving, ED- Coating, Chromate Plating, Zinc Plating, Dacromat Coating, etc. |
| Marking | as per clients' requirements |
| Inspection | material, dimension, heat treatment, hardness, NDT, surface |
| Quality | ISO9001, PPAP control production |
| Lead time | 20-30days for sample, consult with customer for mass production |
| Delivery | Express for sample, ocean shipping/air for mass production |
| Our Capabilities | CNC machining, CNC center machining, drilling, milling, turning, grinding, tapping, die casting, casting, forging, stamping |
| Engineering&manufacturing services | R&D process, tooling and gauging design, product design Integrated CAD/CAM system, test and measuring |
| Packing | Eco-friendly pp bag / EPE Foam /Carton boxes or wooden boxes As customer's specific requirements |
| Others | Recyclable, in line with environmental requirements and standards, and reliable |
Investment Casting Process
NO:1 Metal Die Casting
Based on the drawings and requirements of the desired cast part,the metal die or mold,usually in aluminum, will be design and produced.The cavity will form the same sized and structure of desired cast part.


NO:2 Wax Injection
Also as known as pattern formation,Lost wax casting patterns are created by injecting molten wax into the metal die above.
Also as known as pattern formation,Lost wax casting patterns are created by injecting molten wax into the metal die above.
NO:3 Slurry Assembly
The wax patterns are then attached to a gating system,which usually is a set of channels through which a molten metal flsows to the mold cavity.After that,a structure like a tree is formed,which is suitable for mass production.
The wax patterns are then attached to a gating system,which usually is a set of channels through which a molten metal flsows to the mold cavity.After that,a structure like a tree is formed,which is suitable for mass production.


NO:4 Shell Building
The investment casting outer shell casing is built up through dipping into a ceramic bath and then immediately coated with sand for several times.
The investment casting outer shell casing is built up through dipping into a ceramic bath and then immediately coated with sand for several times.
NO:5 De-waxing
The inner cavity of precision investment casting is then dewaxed,which leaves a hollow outer ceramic shell layer.The hollows are just the same space as the desired castings.
The inner cavity of precision investment casting is then dewaxed,which leaves a hollow outer ceramic shell layer.The hollows are just the same space as the desired castings.


NO:6 Pre-Pouring Analysis
Pre-pouring analysis means that the foundry need to check and analyse the chemical composition of the molten metal to see if they are meet the require numbers or the stardard.some times,this analysis would be made several times.
NO:7 Pouring & Solidification
The ceramic shell with cavity should be pre-heated before pouring.This prevents shock and the ceramic shell from cracking once the liquid metal at a high temperature is poured into the cavity.
Pre-pouring analysis means that the foundry need to check and analyse the chemical composition of the molten metal to see if they are meet the require numbers or the stardard.some times,this analysis would be made several times.
NO:7 Pouring & Solidification
The ceramic shell with cavity should be pre-heated before pouring.This prevents shock and the ceramic shell from cracking once the liquid metal at a high temperature is poured into the cavity.
NO:8 Sawing or Cutting
Once the metal has cooled and solidified,the cast part is then removed from the gating system tree cluster via shaking,cutting or friction sawing off the individual cast part.
Once the metal has cooled and solidified,the cast part is then removed from the gating system tree cluster via shaking,cutting or friction sawing off the individual cast part.


NO:9
Shot Blasting and Secondary Processing
The casting part is then fully customized through grinding or additional heat treatments.Secondary machining or surface treatment might also be required depending on the requirements or the part.
Shot Blasting and Secondary Processing
The casting part is then fully customized through grinding or additional heat treatments.Secondary machining or surface treatment might also be required depending on the requirements or the part.
NO:10 Packing and Delivery
Then the lost wax casting part will be fully tested for the dimensions,surface,mechanical properties and other required tests before packing and delivery.
Then the lost wax casting part will be fully tested for the dimensions,surface,mechanical properties and other required tests before packing and delivery.

Product Show






Workshop

Measuring Equipment


Packing & Loading

FAQ
1.How to get a quote?
Kindly send us the drawing of your product,please. Including details as below: a.Materials b. Surface Finish c. Tolerance d. Quantity If you need solutions for your application, kindly send us your detail requirements, and we will have engineers to service you.
2.How does the payment process work?
Payment terms are flexible for us. We can accept different type payment way:
3.How do I know about the production?
We will double confirm your requirements and send you the sample before the mass production as you required. During the mass production,
4.How do I know about the delivery?
Before shipment we will confirm with you about all the details including CI and other attention issues. After ship out, we will inform you of the tracking number and keep updating the latest shipping information for you.
5.What will you do for after sales?
We will follow up and await your feedback. Any question related to our metal parts, our experienced engineers are ready to help. And welcome to contact for any supporting of your other application even if their is no relationship with our products.
